[VIP第1年] 指数:3
[VIP第1年] 指数:3
自动化点胶机的操作和调试步骤如下:1.安装固定架:在使用点胶机之前,需要安装固定架,以便将点胶机固定在工作台上。2.打开气压、电源:打开气压、电源,并固定好胶管。3.编程:根据产品点胶图形,编制程序。程序编好后,需要设置点胶速度、z轴提高高度相对值、点胶时间参数等。4.参考点设置:进入setup,选择参考点使用,按下enter此参考点将被记录,并在固定架上做上标记。如针头有变动时则针头将不在参考点上,通过调整x、y、z轴修正参考点,调整完成后按下home重新回归原点即可设完成。5.气压设定:根据胶水粘稠度设置对应使用气压。6.开始点胶:按下start开始点胶,点胶机开始工作。观察点胶机的出胶情况,适时调整点胶量,确保胶水涂覆均匀。7.停止点胶:当胶水用完或达到设定的点胶时间时,点胶机会自动停止工作。8.清理点胶机:使用清洁剂清理点胶机,并将胶水残留物清理干净。9.根据产品的要求,调整点胶速度、z轴提高高度相对值、点胶时间参数等。点胶机常见的为提点有哪些?上海环保全自动点胶机应用范围

全自动点胶机是一款功能很强大的设备,应用很广,而且点胶机的胶水分很多种,常见的有以下几种:灌装1、环氧树脂型:一种或两种组分,对大多数基材具有良好的附着力,并具有耐化学性。它具有非常好的电性能,并且在固化过程中几乎不释放挥发物。2、聚氨酯型:单组分或二组分,对大多数材料具有良好的附着力,并具有耐磨性。良好的电性能,高落下强度。极好的低温柔韧性,[敏感词]工作温度为121°C。3、UV固化型:一种或两种组分,固体含量100%。当暴露于紫外线或可见光下时,它可以在10-20秒内完全固化。快速固化速度可以提高生产效率。四、胶粘剂1、瞬干胶:一种单组分粘合剂,与金属表面接触后可以立即固化。大多数基材具有良好的附着力。可以具有不同的粘度,固化速度,填充间隙的能力和表面相容性。厌氧胶:单组分胶/密封剂,只能在无空气条件下固化。2、环氧胶:可以是一种或两种,在室温下加热固化。它对大多数基材具有很高的粘结强度,有时甚至超过基材本身的强度。环氧树脂非常坚硬,具有耐化学性和耐候性。可设计为导热和导电环氧胶。上海常规全自动点胶机设备厂家全自动点胶机实现全自动上下料,提升整体生产效率。

全自动点胶机再点胶过程中,影响点胶质量的各项技术工艺参数产品点胶当中容易出现的工艺缺陷有:胶点大小不合格、拉丝、胶水浸染、固化强度不好易掉等。要解决这些问题应整体研究各项技术工艺参数,以找到解决问题的办法。1、点胶量的大小根据工作经验,胶点直径的大小应为产品间距的一半。这样就可以保证有充足的胶水来粘结组件又避免胶水过多。点胶量多少由时间长短来决定,实际中应根据生产情况(室温、胶水的粘性等)选择点胶时间。2、点胶压力点胶设备给针管(胶枪)提供一定压力以保证胶水供应,压力大小决定供胶量和胶水流出速度。压力太大易造成胶水溢出、胶量过多;压力太小则会出现点胶断续现象和漏点,从而导致产品缺陷。应根据胶水性质、工作环境温度来选择压力。环境温度高会使胶水粘度变小、流动性变好,这时需调低压力值,反之亦然
点胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。1.胶阀滴漏:此种情形经常发生予胶阀关毕以后。95%的此种情形是因为使用的针头口径太小所致。太小的针头会影响液体的流动造成背压,结果导致胶阀关毕后不久形成滴漏的现象。过小的针头也会影响胶阀开始使用时的排气泡动作.只要更换较大的针头即可解决这种问题。锥形斜式针头产生的背压少,液体流动顺畅。★液体内空气在胶阀关毕后会产生滴漏现象,预先排除液体内空气,或改用不容易含气泡的胶.或先将胶离心脱泡后在使用。出胶大小不一致:出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。★进气压力调压表应设定于比厂内压力低10至15psi.压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。胶阀控制压力应至少60psi以上以确保出胶稳定。应检查出胶时间.若小于15/1000秒会造成出胶不稳定。出胶时间愈长出胶愈稳定点胶机的针头在选型的时候是不是越短越好?

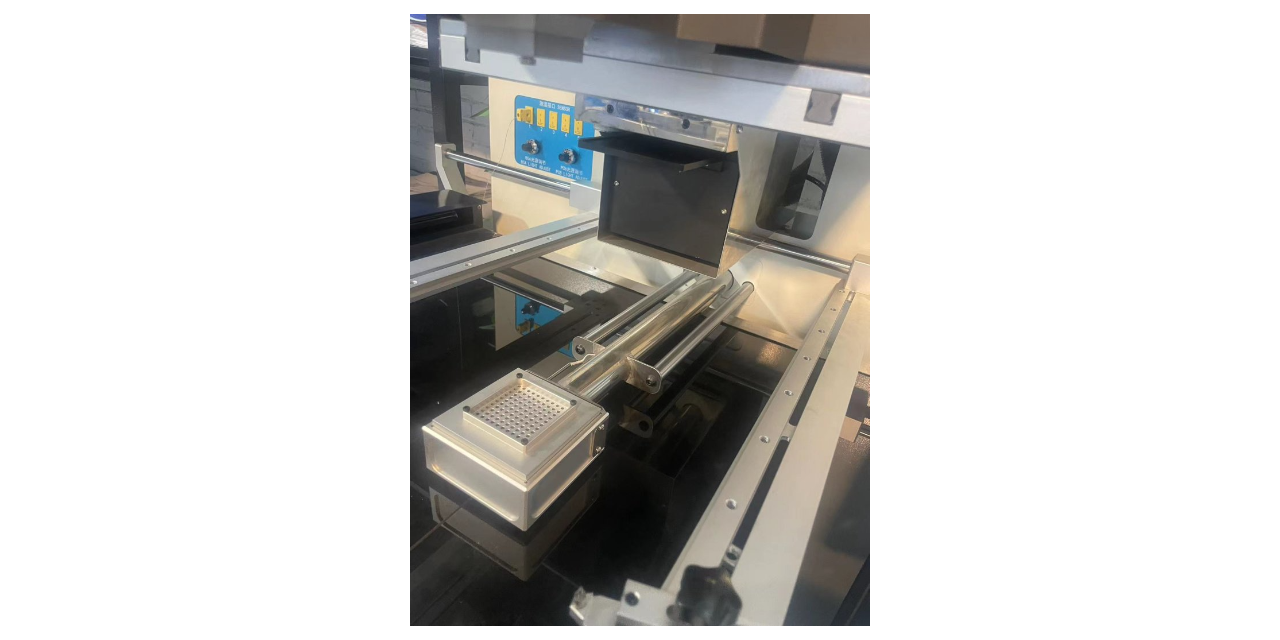
自动点胶微量点胶系统 PVA650MD是适用于微量涂敷工艺和SMT点胶工艺的灵活的理想平台,可配置FCM200非接触式微型点胶阀门,结合坚固的悬挂式三轴驱动平台,适合在线或者离线操作。驱动机构所有驱动轴由带光栅编码器闭环监控的无刷直流伺服电机结合精密滚珠滑轨构成工作范围单阀门:333毫米x330毫米x101毫米(13.125"x13.0"x4.0")XYZ重复精度25微米(0.001")编码器分辨率15微米(0.0006"),加速度1g外形尺寸1219毫米x940毫米x1607毫米(48"x37"x63.25")编程软件PathViewTM软件点胶机多久需要保养?上海台式全自动点胶机优势
点胶机胶阀式非常重要的!上海环保全自动点胶机应用范围
在全自动点胶机中点胶阀应用多,点胶阀的常见问题及解决1.胶阀滴漏此种情形经常发生予胶阀关毕以后.95[%]的此种情形是因为使用的针头口径太小所致.太小的针头会影响液体的流动造成背压,结果导致胶阀关毕后不久形成滴漏的现象.过小的针头也会影响胶阀开始使用时的排气泡动作.只要更换较大的针头即可解决这种问题.锥形斜式针头产生的背压少,液体流动顺畅.液体内空气在胶阀关毕后会产生滴漏现象,要预先排除液体内空气,或改用不容易含气泡的胶.或先将胶离心脱泡后在使用.出胶大小不一致,当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生.进气压力调压表应设定于比厂内压力低10至15psi.压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分.胶阀控制压力应至少60psi以上以确保出胶稳定.再检查出胶时间.若小于15/1000秒会造成出胶不稳定.出胶时间愈长出胶愈稳定.流速太慢,流速若太慢应将管路从1/4”改为3/8”.管路若无需要应愈短愈好4.流体内的气泡过大的流体压力若加上过短的开阀时间则有可能将空气渗入液体内.解决方法为降低流体压力并使用锥形斜式针头。上海环保全自动点胶机应用范围
文章来源地址: http://dgdq.ehsy.com-shop.chanpin818.com/gkxtjzbyb/qtgkxtjzbdn/deta_28264842.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。