[VIP第1年] 指数:3
[VIP第1年] 指数:3
切削用量的三要素是:切削速度V,进给量S和切削深度t。从切削原理中得知,切削热来源有切屑变形所产生的热,切屑与刀具前刀面之间的摩擦所产生的热,工件与刀具后刀面之间的摩擦所产生的热。切屑热是随着切削过程一边生成,一边由切屑、工件、刀具及周围介质传出。由于绝缘纸板散热性能差,工件及切屑带走的热量较少,大量的切削热要传导给刀具,这无疑恶化了刀具的工作环境,使刀刃温度升高。我们知道,当切削速度增加时,单位时间产生的切削热随之增加,而且随着切削速度的提高增加得越快,并且也使刀刃的温度上升得越高,从而刀具的耐用度明显降低,切削面就容易被炭化。经过分析与试验,铣削绝缘纸板时,刀具的切削速度为14.sms/较为理想。全球电气绝缘纸市场预计将从2023年的11.92亿美元增长到2030年的16.78亿美元,年复合增长率为4.72%。甘肃电气设备绝缘纸油道
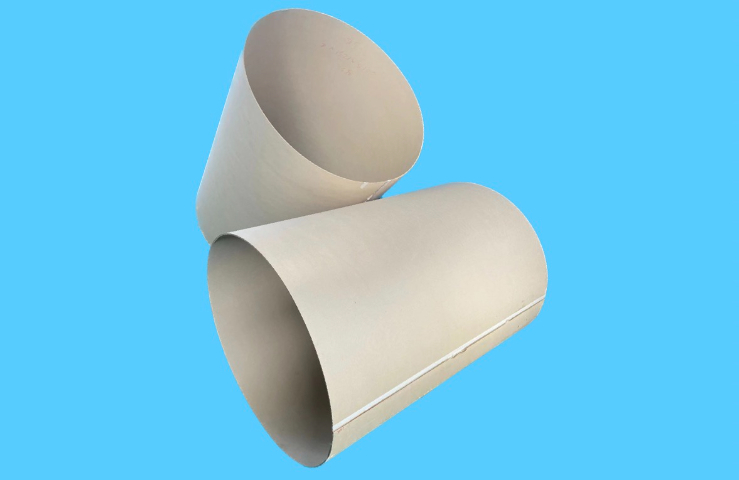
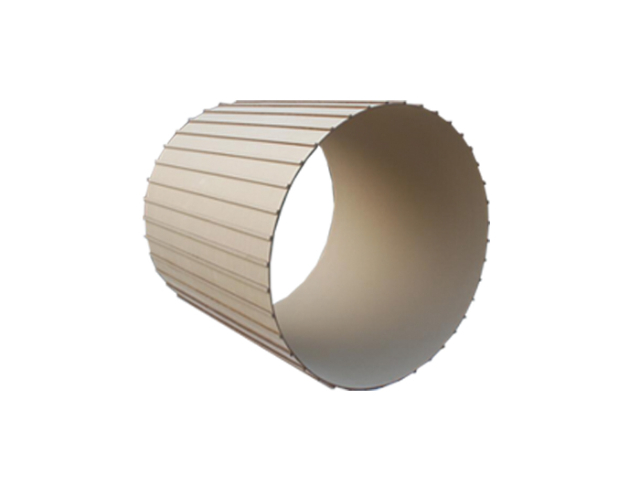
目前在油浸式电力变压器中常用的固体绝缘有电话纸、皱纹纸和绝缘纸板。为了提高绝缘纸的耐热性,国外在绝缘纸改性方面做了大量研究工作,出现了多种改性的耐热绝缘纸。如将纸浆在有碱性触媒的条件下使纤维素与氰乙烯起化学反应(以及对纸进行醋酸处理,即在纸浆中加入35%左右醋酸),可得到耐热性大为提高的绝缘纸。还有在纸浆中添加一系列安定剂的方法来提高绝缘纸的热稳定性,如用一种或多种含氮化合物改性天然纤维提高纤维中的含氮量,使天然纤维穿上一层含氮的“隔热服”,从而防止纤维素氧化降解。Nomex绝缘纸筒绝缘纸在电气设备中起到关键的隔绝电流作用。

目前很少有人从变压器油与绝缘纸板在高场强下的电导特性及过程的角度来研究变压器油的局部放电机制[13-16]。由于所有的电介质都不是理想的绝缘体,在外施电场作用下都会有电流通过,这就是电介质的电导。因此,对于变压器油的电导特性研究不仅关乎高压电极的电流注入,而且可以估算载流子的迁移率,进一步还能与绝缘电介质电击穿理论联系起来。而高场强下变压器油与绝缘纸板的电导特性与它们在直流电压下预击穿过程具有密切联系,对于分析和解释油纸绝缘预击穿机制具有理论支撑作用[17]。
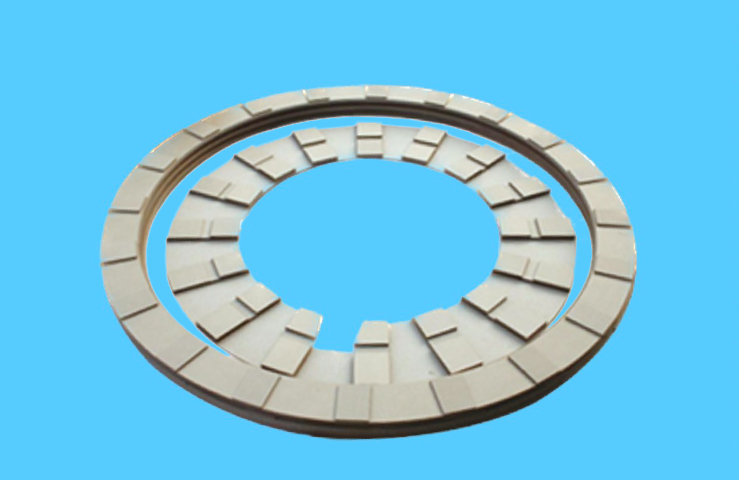
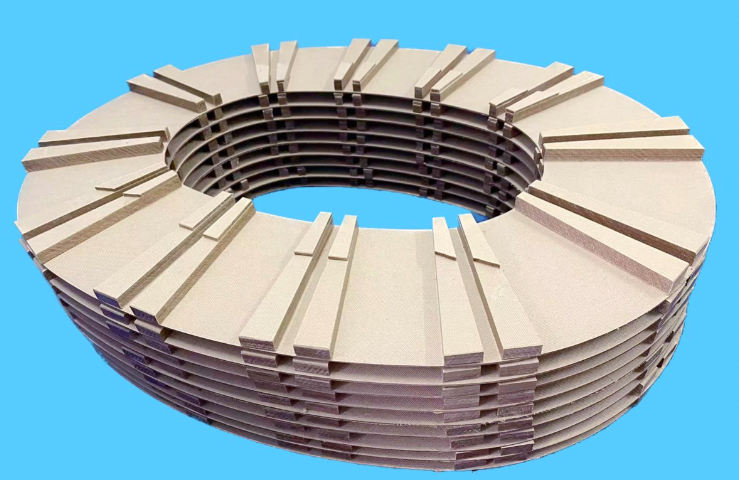
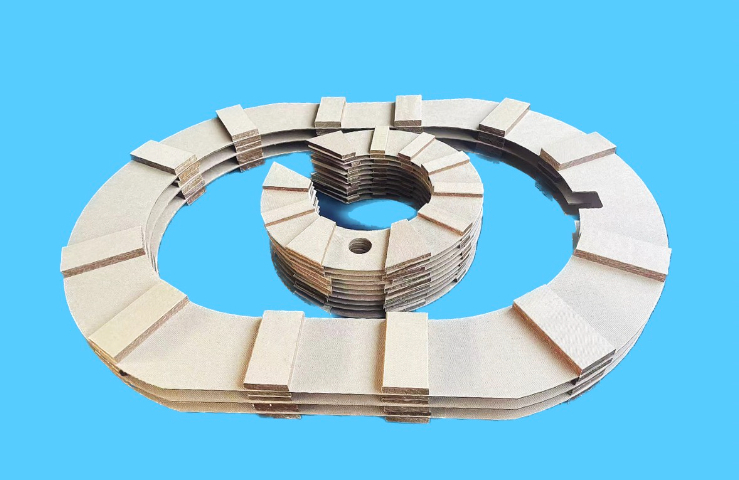
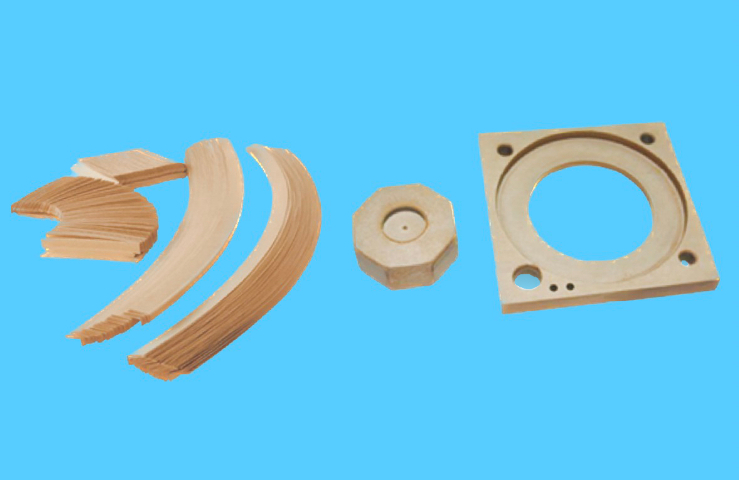
在我们日常生活中,电力无处不在。而确保电力设备安全运行的重要材料之一,便是绝缘纸板。这种看似普通的材料,其实蕴含着许多神奇之处。绝缘纸板是一种以100%纯硫酸盐木浆为原料制成的特殊纸板。它不添加任何添加剂,可以彻底干燥、去气和浸油。根据厚度和密度的不同,绝缘纸板分为多种规格,满足不同电气设备的绝缘需求。绝缘纸板的使用范围广。在变压器中,它被用来制作线圈垫块、硬纸板筒、压托板等关键部件。根据不同的使用部位,如压托板和器身垫块。冷压工艺使用的粘接剂通常是聚乙烯醇(PVA)或酪素胶。这些粘接剂在常温下即可固化,操作简单,但粘接强度相对较低。热压工艺则使用酚醛树脂胶,这种胶在高温高压下固化,具有极高的粘接强度和优异的电气性能。绝缘纸板的压制过程非常讲究。绝缘纸板的应用不局限于变压器领域。在电机、电器、电缆等行业,它都发挥着重要的绝缘作用。随着科技的不断发展,对绝缘纸板的性能要求也越来越高。科研人员们不断探索新的材料配方和工艺技术,以提高绝缘纸板的电气强度、机械强度和耐热性能。绝缘纸板,这种看似平凡的材料,却是我们现代电力系统中不可或缺的一部分。绝缘纸耐热性能好。其中尤其以不因长期受热作用而产生性能变化由为重要。
绝缘纸是一种在电气工业中大量使用的材料,它以其独特的特性在现代工业中扮演着不可或缺的角色。首先,绝缘纸具有良好的绝缘性,这使得它能有效隔绝电流,防止电器设备短路或漏电,确保设备和操作者的安全。其次,它的导热性低,能够在一定程度上防止热量传递,保护设备内部元件不受高温影响。此外,绝缘纸的耐冲击性使其在面对机械冲击时能够保持稳定性,不易破损,从而延长设备的使用寿命。绝缘纸的化学特性也非常稳定,由两种形式的芳香族聚酰胺的聚合物制成。这种材料制成的绝缘纸,细小的纤维状粘结颗粒与短纤维混合,使其在各种环境下都能表现出良好的性能。工作人员可以根据实际需要的长度和厚度对绝缘纸进行调整,使用起来非常灵活方便。由于绝缘纸的这些优异特性,它被广泛应用于变压器、电缆、电动机等电气设备的制造中,为现代工业的发展提供了可靠保障。绝缘纸的主要功能是保护变压器线圈不受电击和短路的影响,确保安全运行。Nomex绝缘纸筒
电子变压器中常用绝缘纸来隔离线圈层。甘肃电气设备绝缘纸油道
工件的进给量是关系到加工表面质量及刀具耐用度的重要参数。在切削速度一定的条件下,提高进给量,会使每个刀齿加工的长度增大,加工面与每个刀齿接触的频率减少,加工面粗糙。反之,如果减小进给量,那么每个刀齿与工件接触的频率增多,刀具后刀面与工件摩擦产生的热量也就越多,从而使加工面炭化的可能性增加,刀具耐用度降低。经试验,与切削速度为14.5ms/对应的工件进给量为4Om/min时,加工表面质量及刀具的耐用度较好。刀具的切削深度也是影响加工表面质量和刀具耐用度的重要参数。由于绝缘纸板硬度低,易变形,刀具不易切入,所以切削深度不能太小。过小会使刀具和被加工的绝缘纸板产生振动,影响加工表面质量及刀具的耐用度。经试验,当切削速度为14.sms/,进给量为4om/min时,切削深度t为0.4~o.smm较为适宜。综上所述,铣削用量初选组合为:V=14.sm/s,S=4om/min;t=0.4~0.smm。甘肃电气设备绝缘纸油道
文章来源地址: http://dgdq.ehsy.com-shop.chanpin818.com/jyclyd/jueyuanzhize/deta_27939540.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。